无论是做管理还是做技术,想做好汽车生产,首先要对车了解,下面一组图片让你秒懂车身结构!
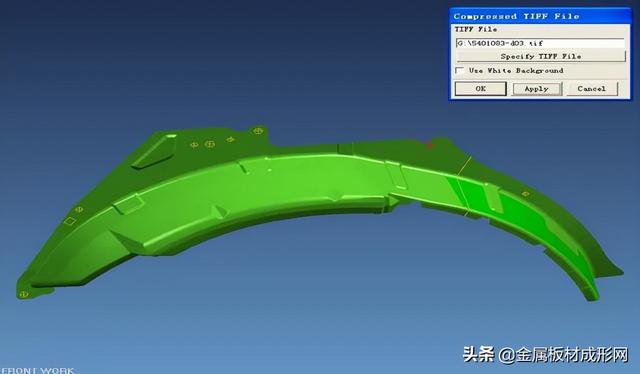
车身外覆盖冲压件
包含四门、两盖、翼子板左右、侧围左右、顶盖,其中对称件6个,非对称5个,8个活装件,3个焊装件,油箱盖总成也是活装件,而且是具有A级曲面的外板。

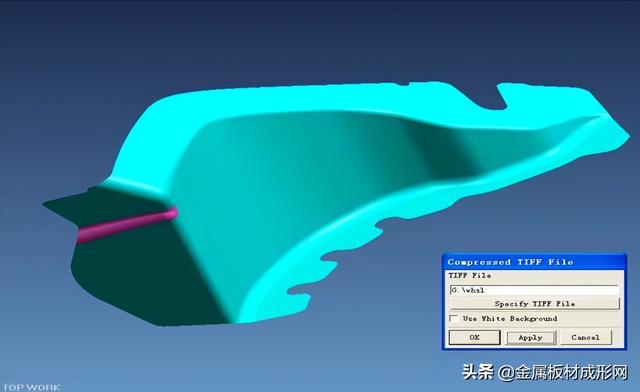
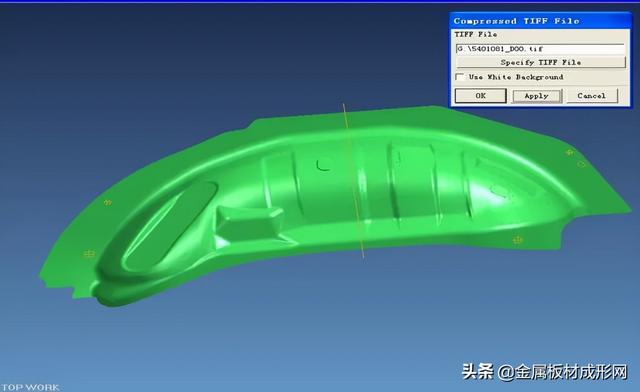
1、整体侧围(左、右)

2、翼子板(左、右两件)

3、机盖外板

4、机盖内板

5、行李箱外板

6、行李箱内板

7、前门外板(左、右)

8、前门内板(左、右)

9、后门外板(左、右)

10、后门内板(左、右)

11、顶盖

车身内饰板
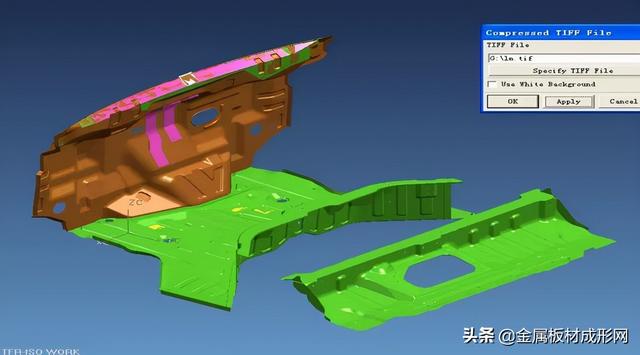
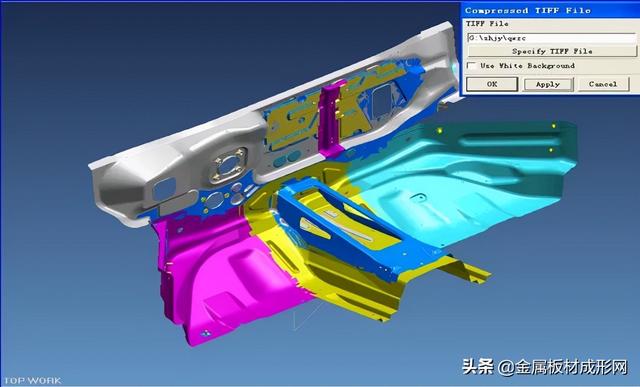
焊接白车身总成(除了外板的侧围、顶盖)

1、发动机舱总成

2、行李舱总成

3、侧围内板总成

4、地板总成

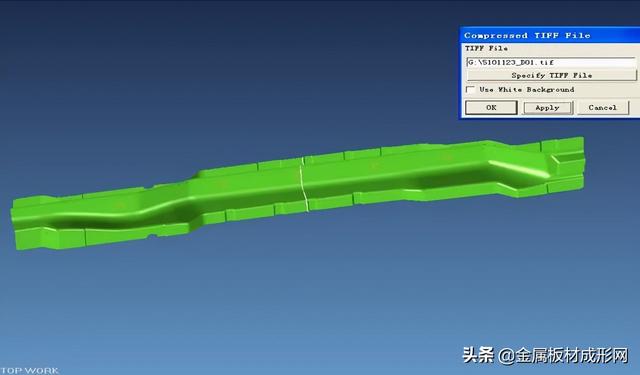
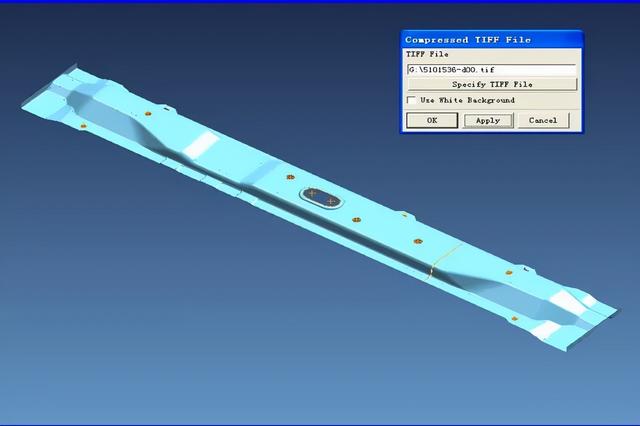
中小型板件
1、中型加强板

2、小型加强板

3、小型支架类

4、地板类
5、加强梁

6、轮罩内外板
7、前围总成
8、悬挂总成
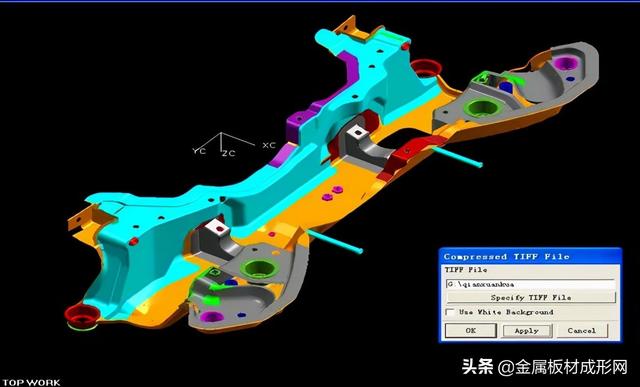
9、油箱盖总成
冲压工艺
冲压生产工艺是将钢板冲压成汽车的车身主体,即车身覆盖件及结构件的过程。冲压是一种传统的材料成型工艺,伴随着汽车行业的发展,冲压工艺大规模应用在制造业。冲压工艺大大的提高了材料成型的精度和效率,就拿汽车行业为例,冲压成型每5s就能冲一个零件,而且零件精度普遍能达到95%以上。

冲压工艺的发展有赖于模具技术的进步,20世纪60年代以来,计算机技术进步及在制造行业的应用,CAD、CAE、CAM等计算机辅助系统,汽车模具的开发和制造效率有了极大的改善,大型5轴加工中心的加工精度达到0.01mm,伺服压力机也为模具调试和零件成型带来了极大的便利。
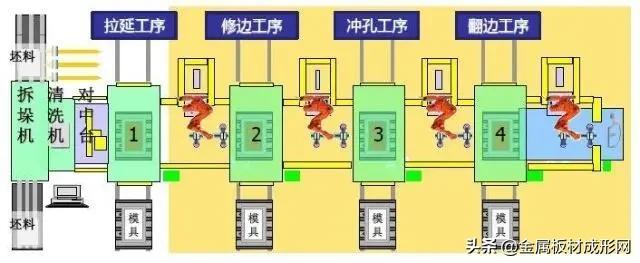
汽车零件的冲压工艺一般包括四个过程:拉延工序、修边工序、冲孔工序和翻边工序。每个工序对应一套模具,有时候为了节约成本,为将后面的修边冲孔工序一套模具做出来,压缩成三工序成型。
拉延工序是主要的成型工序,通过拉延工序,零件的主要形状基本形成,此外,拉延成形后的零件通过形变强化,可以获得一定的强度和刚度。
修边工序主要是切除拉延工序多余的辅料,如拉延筋、工艺补充面等。
冲孔工序顾名思义,是冲零件上的孔,对于一些复杂的车门内板模具,冲孔工序可能要冲100多个孔,精度要求高,工艺难度大。
翻边工序主要是将零件四周的边翻起,供后面包边工序或后续装配使用。

免责声明:文章因转载众多,或无法确认真正原始作者,如涉及作品版权问题,请与我们联系,我们将在第一时间协商版权问题或删除内容!内容仅代表作者个人观点,并不代表本公众号赞同其观点和对其真实性负责